Optimizing Boiler-System Efficiency
Boiler-system efficiency is one of the most documented and published topics for plant engineers and utility managers in commercial and industrial facilities. Understandably, with gas and oil costs at $6 to $10 per million British thermal units of fuel energy value, boiler fuel can represent 30 to 50 percent of total energy budgets in plants with large thermal loads. Typically, fuel consumption accounts for 80 percent of the operating costs for a gas- or oil-fired steam plant. Labor, depreciation, maintenance, and water treatment account for the other 20 percent. Fuel optimization and stack-emissions reduction are crucial.
The U.S. Department of Energy and the American Boiler Manufacturers Association (ABMA) report more than 200,000 firetube boilers and 25,000 watertube boilers are in service in the United States. Moreover, nearly half of those units are estimated to be at least 25 years old, with many operating 5- to 10-percent below original design-performance levels.
IMPACTS ON BOILER EFFICIENCY
Many factors can impact boiler efficiency, such as poor water treatment, high flue-gas temperature, low-quality fuel, too much excess air (i.e., high oxygen [O2]), low feed-water supply temperature, low combustion-air supply temperature, radiant-heat loss, poor combustion, conduction-heat loss (e.g., fouled tubes), operation at low or cyclic loads, and poor controls/instrumentation.
Two of every three steam-plant boilers my company inspects are in need of operational improvements, many of which include major cost-saving opportunities. Facilities with more “mature” steam plants may be using excess fuel, emitting higher levels of nitrogen oxide (NOx) and carbon dioxide (CO2), and impacting manufacturing-process reliability.
A small 350-hp firetube boiler can consume nearly $700,000 in fuel per year, while a large 60,000-pph watertube boiler can consume about $4 million worth. (These figures are based on a fuel cost of $8 per million British thermal units of fuel energy value, 90 percent load, and 24-hr-per-day/seven-days-per-week/350-days-per-year [24/7/350] operation). Even minor performance issues can be costly. Therefore, it is important to be tuned in to steam-plant operating conditions.
The economic downturn has caused many companies to reduce operating costs. Technical staff and maintenance people were some of the first to be affected. Steam-plant oversight frequently is delegated to hourly employees, and many commercial and industrial boilers have been licensed for “unattended” operation. A boiler technician may spend 1 or 2 hr per day in a steam plant conducting routine water tests, collecting data, and performing minor maintenance checks. Over the weekend, a maintenance-staff member may substitute as a boiler operator. Therefore, it is crucial that boiler-system controls and instrument equipment be in optimal condition.
Although mandated safety checks may be ongoing, what about operational effectiveness? Left unattended, the performance of sophisticated process controls will degrade over time. Most industrial mechanical utility systems are not equipped with artificial intelligence. Critical unsafe conditions are monitored, alarmed, and tripped, but anomalies are not artificially repaired online. Boiler efficiency may not be monitored electronically at all.
Because of these complex and conflicting conditions, steam-plant-system managers should utilize real-time performance data to monitor not only legally required American Society of Mechanical Engineers (ASME) safety devices, but equipment efficiency and reliability standards. For example, mechanical-vibration monitoring data can alert a maintenance manager to shut down a fan or pump when velocity readings exceed 0.3 in. per second (approaching imminent failure). Similarly, when boiler fuel usage increases to a preset value (per unit of steam production), it may be time to implement contingency plans, including verifying the cost impact of actual performance.
Efficiency tests should be conducted annually in facilities with boiler fuel costs exceeding $400,000, semi-annually in facilities with costs exceeding $800,000, and quarterly in facilities with costs exceeding $2 million.
STEAM-DISTRIBUTION-SYSTEM LOSSES
Consider the daily or weekly economic impact of a 2-, 4-, or 6-percent degradation in boiler efficiency. Losses in a larger facility's steam-distribution system often exceed losses in boiler efficiency (e.g., from excessive fuel use). Causes of steam-distribution-system losses include steam/condensate leaks, poor or missing insulation, direct steam use, steam venting, defective steam traps, traps blowing to atmosphere, the dumping of condensate, the use of condensate for process-chemical-tank makedown, and frequent system startups.
WAR STORIES
Boiler fuel consumption can be reduced in several ways, producing annual cost savings. Consider these examples:
Too many cooks in the kitchen
A client requested an evaluation of three 25,000-pph gas-fired boilers at a manufacturing plant because of operating-personnel concerns. Three crews had been “empowered” to manage separate units. Minimal centerlining, benchmarking, and oversight were found. All three units were being “trip-tested” while under heavy load at the start of every shift, but the mandated “safety” practice was causing myriad problems. Air-fuel control was poor, and excess-O2 levels were reaching 5 to 9 percent. After a couple of days of testing, recharacterization, and operator training, fuel savings averaged $700 per day (with a 5-percent efficiency improvement and fuel costs of $9 per million British thermal units of fuel energy value).
Pull the plug
A 3-year-old, 80,000-pph gas-fired boiler mysteriously began consuming more fuel. The operators were at a loss as to the cause of the problem. The furnace chamber looked like a tire fire. The generating bank had heavy soot with black deposits, and exit-gas temperatures were 100°F higher than normal. It eventually was discovered that the airflow pitot-tube in the forced-draft fan plenum was severely plugged with fiber dust.
Neglecting maintenance costs money
Two 90,000-pph, No. 6 oil-fired boilers were experiencing high exit-gas temperatures, and 4.5- to 5.5-percent excess O2 at three-fourths of a load. Casing deterioration was extensive. Forced-draft-fan inlet louvers and fan rotors were heavily fouled. Routine maintenance obviously had been neglected. Testing revealed that a 3-percent efficiency improvement would save approximately $180,000 per year based on a fuel cost of $6.10 per million British thermal units of fuel energy value and 24/7/350 operation. Heavy oil-fired boilers must incur extensive mechanical cleaning and repair. Fuel-costs saving cannot be achieved without regular maintenance.
Page 2 of 2
Decoding discrepancies
Two 70,000-pph gas-fired boilers were using fuel amounts well above company standards. (The benchmark was cubic feet of gas per pound of steam.) The units had different steam pressures, geographical locations, feedwater conditions, and heat-recovery packages. Ten- and 15-percent flow-rate discrepancies between the feed-water and steam meters were identified. Both meters had significant mechanical-installation anomalies. By testing and documenting combustion efficiency, re-establishing new viable benchmark standards, and correcting meter discrepancies, the client was able to improve efficiency by 1.5 percent — a savings of $80,000 per year based on a fuel cost of $7.20 per million British thermal units of fuel energy value and 24/7/350 operation.
Plug the holes
A northern facility with two 85,000-pph field-erected gas-fired boilers had experienced a major curtailment in production. Summer steam load had dropped to 15,000 to 20,000 pph, and efficiency was poor. Thirty percent of the nozzles in one unit's burner ring were plugged and air-fuel controls were recharacterized to permit 3-percent excess O2 and good efficiency at 18,000 pph.
Inspectors need access
An older 150,000-pph “A” frame package unit (with a new low-NOx burner) was experiencing NOx and carbon-monoxide (CO) emission levels well above permit limits. Additionally, fuel usage was high because the environmental manager required excess-air dilution. After several combustion-system modifications, the burner supplier disavowed further responsibility. A thorough inspection identified refractory deterioration and short-circuiting of furnace gases into the outlet breeching. The unit had been cycling “on- and offline” for years, and difficult access had decreased inspection and repair of the refractory in the front sections of the furnace walls.
Being too conservative
A commercial facility was operating three 40,000-pph dual-fuel (natural gas and methane) boilers at 5- to 6-percent excess O2 while experiencing high exit-gas temperatures. The problem was caused by overly conservative combustion characterization during times of low natural-gas costs. Recharacterization to lower excess-O2 levels resulted in a natural-gas cost savings of $80,000 per year (an average 3-percent savings per unit based on a fuel cost of $9.50 per million British thermal units of fuel energy value over 180, 205, and 210 days of operation).
Control is critical
In a facility with several large gas-fired boilers of various sizes and configurations, four boilers were operating in the 30- to 50-percent load range as standard procedure. System-pressure control was crucial. Older boiler controls could not maintain header pressure and drum level with fewer units operating at higher load. Heat-recovery equipment was producing good efficiency; however, excess-O2 levels were high (5 to 6 percent). Recharacterization of air-fuel controls for optimization at 50-percent load resulted in an overall 1.5-percent boiler-efficiency improvement at lower loads and a fuel-cost savings of $240,000.
Bad conditions mean big expenses
Thermal imaging at a large manufacturing plant revealed numerous sections of uninsulated steam lines, dozens of large (8- to 16-in.) uninsulated valves, many “open-blowing” traps, and three large steam-coil air-heater units in a significant state of disrepair. These conditions equated to more than 4,000 pph of steam loss at a cost of $270,000 per year. (Steam cost $8.05 per 1,000 lb.) Every identified item had a repair-cost return on investment of less than two years.
RECOMMENDATIONS
Several general recommendations can help reduce steam-plant operating costs significantly, including:
- Efficiency testing
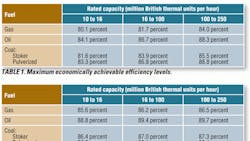
Regular “heat-loss” efficiency testing should be conducted. ASME boiler-efficiency-objectives charts can be used to document unit operation (tables 1 and 2).
- Fuel usage
Nominal fuel usage should be developed, posted, and documented for all boilers. Boilers should fall within three basic guidelines: 0.75 to 0.80 lb of steam per cubic foot of natural gas, 110 to 115 lb of steam per gallon of No. 2 fuel oil, or 115 to 125 lb of steam per gallon of No. 6 fuel oil.
Changes in performance should trigger pre-determined actions by operating and maintenance crews.
- Meter accuracy
Feedwater and steam meters should correlate within 1 percent. Because steam and fuel meters often are inaccurate, consequences of the discrepancies should be quantified. Good meters should produce input/output efficiency and ASME heat-loss-efficiency results within ±2 percent. A combustion-efficiency test can be a 2-hr procedure for systems without meters. Each boiler should achieve efficiency levels of at least 82 to 85 percent.
- Total system losses
The percentage of total condensate-return and steam-distribution-system losses should be determined. If total losses (thermal energy) exceed 5 percent of steam produced, an economic assessment should be made, issues prioritized, and anomalies corrected.
- Get help
If you do not have the time or resources to document boiler performance and steam-system losses and implement corrective measures, then get help. A two- or three-day review by a boiler-systems consultant should cost about $6,000.
CONCLUSION
Routine fuel-usage and auxiliary-equipment optimization in many large, mature steam plants (as well as smaller unattended operations) throughout North America can produce significant fuel- and maintenance-cost savings and salable carbon credits.
Many boiler-service companies can evaluate steam-plant conditions for a nominal fee. An experienced boiler consultant can identify and quantify anomalies that could be costing thousands of dollars per month. A boiler-efficiency improvement of 1 to 2 percent and a steam-distribution-system-efficiency improvement of 2 to 3 percent (in mature facilities) normally can be attained without significant capital expenditures. Therefore, calculating 4 percent of a boiler's annual fuel cost can help determine if action is warranted.
Lack of time or resources should not be the cause of boiler and steam-system performance problems. Ongoing awareness of basic operational standards and fuel costs should be a priority for any facility spending more than $500,000 on fuel per year. If serious operational issues are recognized, safety anomalies cannot be far behind.
President of JoGar Energy Services and a member of HPAC Engineering's Editorial Advisory Board, Gary Wamsley, PE, CEM, is a mechanical engineer with 40 years of technical management and operational experience in plant and staff engineering. He has developed and presents training programs on the energy optimization of boiler operations, water and steam treatment, industrial energy management, and combustion, compressed-air, centrifugal-pump, and thermal-process systems. He can be reached at [email protected].