Maximizing Small-Boiler Efficiency
The previous article in this series ("Installing Small Condensing Boilers," July) looked at the sizing and selection of condensing hot-water boilers, specifically small condensing boilers, both floor-standing and wall-hung models with inputs of up to 500,000 Btuh. This boiler category has become a big player in the North American market, offering the dual benefit of the best fuel efficiencies and reduced emissions.
However, a boiler is not worth the money paid if its efficiency cannot be maximized. This article will examine how to maximize boiler efficiency while reducing emissions from an operating and controls perspective.
What is efficiency? Many terms are used: combustion efficiency, thermal efficiency, boiler efficiency, and annual fuel-utilization efficiency (AFUE). In its simplest definition, efficiency is the ratio of the energy delivered by a machine to the energy supplied for its operation. Combustion efficiency is a simple (and occasionally misleading) measure of a boiler's heating efficiency. It is equal to 100 percent of efficiency minus the percentage of heat lost up the vent, which is called "flue loss."
The thermal efficiency of a furnace or boiler is equal to the combustion efficiency minus the jacket loss. Thermal efficiency, also known as "boiler efficiency" or "overall efficiency," is a boiler's energy output divided by its energy input, as defined by American National Standards Institute (ANSI) Standard Z21.13, Gas-Fired Low Pressure Steam and Hot Water Boilers, at full-fire and steady-state conditions. All gas-fired-boiler manufacturers who publish an efficiency rating for equipment with capacities between 300,000 and 12.5 million Btu base the rating on the Z21.13 efficiency test. Unlike combustion efficiency, thermal efficiency accounts for radiation and convection losses through a boiler's shell. It is equal to combustion efficiency minus jacket-loss percentage.
AFUE is the measure of a boiler's seasonal or annual efficiency. It takes into account the cyclic on/off operation and associated energy losses of a heating unit as it responds to changes in load, which, in turn, is affected by changes in weather and occupant controls. AFUE is a laboratory test. The procedures are specified in the U.S. Department of Energy's Title 10, Code of Federal Regulations, Part 430, Energy Conservation Program for Consumer Products.
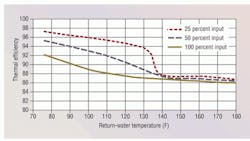
As discussed in the previous article in this series, high efficiency starts with return water entering a boiler at a low temperature. Figure 1 depicts a typical efficiency curve for a condensing boiler relative to return-water temperature.
Two main points can be gleaned from Figure 1. First, operating a boiler with a return-water temperature above 140 F yields a peak thermal efficiency of roughly 88 percent. That means it basically is performing like a non- condensing boiler. Installations in which a high-efficiency boiler is paired with a high-temperature system, such as a baseboard radiator, are common. Combining a condensing boiler with a high-temperature load is like trying to combine oil and water: They simply do not mix. If you have a high-temperature-water system and power it with a condensing boiler, the additional investment in high-performance heating equipment will not be realized.
The second point relates to the fact that the efficiency of a condensing boiler increases as load decreases. A boiler receiving 90-F return water and operating at 100-percent load has a thermal efficiency of about 90 percent (Figure 1). For the same boiler operating at 25-percent load, efficiency increases to nearly 97 percent.
A familiar question is, "Why not oversize a boiler to run at low part load and, thus, exploit the efficiency curve, taking advantage of peak efficiencies?" The answer: Doing that will cause the boiler to cycle. The more a boiler cycles, the lower the operating efficiency will be across the heating season. Buying an oversized boiler also squanders a good chunk of money. Instead, an option may be to employ a single- or multiple-boiler system that matches load more closely and is able to take advantage of the boiler-efficiency curve.
Now examine a multiple-boiler system. In this example, there is a 400,000-Btu heating load and two boilers, each with 200,000 Btu, to serve the load. One way to control these boilers is to simply stage them. When a call for heat is received, the lead boiler is enabled. The lead boiler modulates its fire, which increases until it no longer can satisfy the load. At this time, the second boiler is brought online. Operating boilers this way creates potential for the lead boiler to operate frequently at nearly full load and, consequently, at less-than-optimal efficiency (Figure 1).
Another way to control these two boilers is to sequence them in tandem to maximize efficiency. Operating in tandem ensures each boiler always is operating at its lowest part load and, thus, highest efficiency. Table 1 illustrates the improved efficiency to be gained by tandem operation and is based on applying Figure 1 to four load conditions: 25 percent, 50 percent, 75 percent, and 100 percent. Note that Table 1 illustrates thermal and steady-state efficiencies. Seasonal-efficiency gains would be even greater. Another way to increase efficiency is to employ a weather-compensation strategy, more commonly known as outdoor-air reset, which shifts supply- water temperature down as outdoor-air temperature goes up. With this control strategy, boiler temperature is lowered to compensate for the reduced heat requirement present at higher loads. Outdoor-air reset has been around for as long as the modern space-heating boiler and is an integral part of all modern controls for condensing boilers. The net effect is that, rather than having a boiler that stops and starts, more exact temperatures are maintained, saving fuel and money. Figure 2 shows a typical reset strategy for a condensing boiler. It is worth noting that this reset curve is specific to boilers that can tolerate condensing flue gas caused by sustaining return-water temperature below 140 F. In general, do not apply this curve to a non-condensing boiler, as the flue and boiler will need to be replaced prematurely because of corrosion.
To ensure peak combustion efficiency is maintained throughout a boiler's lifetime, have the boiler serviced routinely by qualified personnel.
Achieving maximum efficiency with condensing boilers comes down to lowering return-water temperatures as much as possible through outdoor-air reset and matching condensing boilers with low-temperature applications. Maximizing part-load operating hours through control-system operation will boost efficiencies and ensure maximum return on a high-efficiency-equipment investment.
Peter C. D'Antonio, PE, CEM, LEED AP, is founder and president of PCD Engineering Services Inc., an award-winning provider of sustainable mechanical/ electrical-design, energy-management, and integrated-building-system solutions. Additionally, he serves as a board member and committee chair for several professional and community organizations, including the U.S. Green Building Council and the Association of Energy Engineers. In September, he will present at HPAC Engineering's third annual Engineering Green Buildings Conference and Expo (www.egbregistration.com).