Don't Bypass This Novel AHU Performance Improvement
It’s not often that an improvement on the basic air-handler comes into my imagination, but as an engineer who has been around them for nearly 50 years it seems like it was about time.
The concept actually first took flight about 15 years ago, but it took that long to get a client to agree to trying it, and then actually putting it into practice. Now that this has been in place and functioning for two and a half years, I can announce that it has proven to be an unqualified success.
As you read on here, you will see how the concept grew from a simple field observation to a now full-fledged AHU modification.
While watching the operation of a 100% make-up AHU with a steam coil and a face and bypass damper connected to a single actuator, it struck me that when the steam coil was not in use, it would be easier for air being delivered by the AHU if it could go through both the coil and the bypass.
Certainly, there would be less friction since the air could take two paths instead of only one. I had never seen an air-handler before where the face and bypass dampers each had their own actuator, but it seemed to make sense to me. The leap to a complete variable air volume heating and cooling air-handler was the next logical step.
Since most air handlers need neither heating nor cooling for many months a year, why not let the air bypass around those coils when they are not calling for heating or chilled water? A six- or eight-row cooling coil will have over 0.5” of pressure drop and a heating coil is in the range of 0.3”, which with an airflow bypass will reduce airflow resistance in the air-handler and is bound to add up over time.
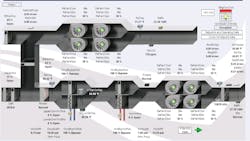
I discussed this with a few of my colleagues and they thought it had some merit, but it never went anywhere until a few years ago when a long-term client was planning a building remodeling project involving new air handlers. I explained the concept and he was willing to give it a chance and try it with his renovation project. The design engineer was hesitant at first, but slowly warmed to the concept, and designed two air-handlers with bypass dampers and actuators around both coils. (See below.)

The sequence of control for the bypass dampers was elementary: Any time either coil was not calling, the damper would be in full bypass. From years of experience of watching when coils need to be in service, it was expected that between seven and nine months a year each of the coils would be in full bypass.
Open to consistent results
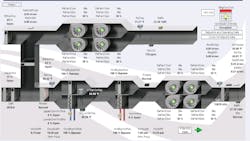
And after over a year of observation, that is exactly what happened. As soon as either the cooling or heating coil valve closed, the bypass went to full open. At any one time one of the bypasses was always open, and for possibly six months a year, both were open.
Readings that were taken over a two-year period were conclusive: Opening the damper caused the supply fan to slow down. The magic question was, of course, how much? After observing this under multiple scenarios over a period of almost two years, the results were consistent. The supply fan slowed down in the range of 2 Hz, when operating at around 45 Hz.
It will require a detailed and extended research project to quantify all of the savings that can be achieved with this simple improvement and to determine the payback, but it will definitely add up over time. It requires simply the additional cost of some sheet metal and turning vanes, two dampers and two actuators.
As the world seeks ways to continuously improve energy efficiency, there is no doubt that this is a simple and sound method that can be applied to all variable volume air-handlers. I encourage my design colleagues to give this a try, and to record their results.
We may end up with the basis for a whole new standard for air-handling equipment.
##########
Based in St. Paul MN, the author is President of Edward H. Cook & Associates, P.A., and a registered mechanical engineer with nearly 30 years of experience in the fields of building systems, energy supply and demand side management, and utility infrastructure for institutional and commercial facilities. Holding both an BME and an MBA from the University of Minnesota, Mr. Cook has served on multiple ASHRAE Technical Committees, the International District Energy Association (IDEA), and the Institute of Environmental Sciences (IES). He has received two Energy Management Awards from ASHRAE, published articles in HPAC Engineering magazine, and has delivered many speeches and papers at technical conferences throughout the U.S. Contact him at [email protected].
About the Author
Edward H. Cook
President - Edward H. Cook & Associates
Based in St. Paul MN, the author is President of Edward H. Cook & Associates, P.A., and a registered mechanical engineer with nearly 30 years of experience in the fields of building systems, energy supply and demand side management, and utility infrastructure for institutional and commercial facilities. Holding both an BME and an MBA from the University of Minnesota, Mr. Cook has served on multiple ASHRAE Technical Committees, the International District Energy Association (IDEA), and the Institute of Environmental Sciences (IES). He has received two Energy Management Awards from ASHRAE, published articles in HPAC Engineering magazine, and has delivered many speeches and papers at technical conferences throughout the U.S. Contact him at [email protected].